When sourcing custom apparel, outerwear, or promotional textiles, procurement managers are faced with an overwhelming array of embellishment options. From Direct-to-Garment (DTG) and sublimation to premium silicone inks, the technology seems to evolve daily.
Yet, walk into any high-volume apparel factory, and you will find that one traditional method still dominates over 80% of the automated screen-printing carousels: Rubber Paste Screen Printing (Plastisol/Rubber-based Inks).
Why does this legacy process remain the undisputed “king” of the textile embellishment industry? More importantly, how can you as a buyer ensure that your rubber paste prints don’t crack, fade, or peel when applied to complex fabrics?
This comprehensive guide breaks down the science, the failure points, and the quality control metrics you need to secure retail-ready results on your next production run.
1. Demystifying the Ink: What Exactly is “Rubber Paste”?
In factory-floor vernacular, masters often talk about “pastes” and “pigments” . To make a long story short: Pigment is the color powder, and Paste is the chemical glue that binds that color to the fabric.
Rubber paste is essentially a water-based or low-PVC resin matrix. Before any color is added, the factory stocks two foundational versions:
- White Rubber Paste : Formulated with high titanium dioxide content, this acts as an opaque “concealer” or primer for dark fabrics.
- Transparent Rubber Paste : A clear base used for printing on light-colored fabrics or mixed with pigments to ensure vibrant, high-purity color rendering.
Why Global Brands Rely on It
Unlike traditional water inks that sink into the fibers, rubber paste sits on top of the fabric, creating a durable, smooth film. This gives it three major commercial advantages: exceptional opacity on dark garments, sharp graphic edges, and unbeatable cost-efficiency at scale.
2. The Vulnerabilities: 3 Fabric Types Where Standard Rubber Paste Fails (And How to Fix Them)
While rubber paste is highly versatile, treating it as a “one-size-fits-all” solution without adjusting the chemical formulation is a recipe for quality claims. If your order involves any of the following three fabrics, your vendor must apply specific technical countermeasures.
Fabric 1: High-Stretch Performance Wear (Yoga Pants, Swimwear, Spandex Blends)
- The Critical Failure: Standard rubber paste has limited elongation. When a consumer puts on a tight sports bra or yoga pants, the fabric stretches, causing the printed logo to develop micro-fractures, split, and eventually peel off.
- The Factory Fix: Your supplier must upgrade to High-Elastic Specialty Rubber Paste. Alternatively, for premium athletic lines, the process should be switched entirely to Silicone Inks, which can stretch up to 500% without structural deformation.
Fabric 2: Dark Polyester & Technical Fleeces (Running Tees, Hoodies)
- The Critical Failure: This is known as Dye Migration or Sublimation. When polyester is heated in the curing oven (usually around 150°C – 160°C), the disperse dyes inside the polyester fibers turn into gas, rise up, and contaminate the printing ink. Your crisp white logo suddenly bleeds into a messy, dull pink or muddy grey.
- The Factory Fix: The printer must execute a two-step defense. First, print an Anti-Sublimation Underbase —a specialized barrier ink often infused with activated carbon to block escaping dyes. Second, they should utilize Low-Cure Inks that cure at lower temperatures (120°C – 130°C), staying well below the polyester dye activation threshold.
Fabric 3: Hydrophobic & Coated Fabrics (Nylon Windbreakers, Waterproof Shells)
- The Critical Failure: Waterproof coatings (like Teflon or PU) are designed to repel liquids. Standard water-based rubber paste cannot penetrate or bond with these surfaces; it beads up like water on a lotus leaf. Once dry, the entire print can be peeled away like a sticker.
- The Factory Fix: The factory must introduce a Chemical Cross-linker / Cross-linking Agent at a precise 3% to 5% ratio into the ink batch. This additive alters the molecular structure, forcing a covalent bond directly between the ink film and the synthetic fabric coating.
3. QC Procurement Checklist: How to Stress-Test Your Print Samples
Before signing off on a Golden Sample for mass production, your quality control (QC) team should perform three aggressive stress tests to evaluate ink adhesion and colorfastness.
⚠️ Pro-Tip for Buyers: Inks formulated with cross-linkers take 24 to 48 hours to achieve maximum chemical bonding. Always wait at least 24 hours post-curing before running these tests, or your data will be falsely negative.
Test 1: The Cross-Hatch Tape Adhesion Test (ASTM D3359 / ISO 2409)
- Execution: Use a cross-hatch cutter or a sharp utility knife to score a grid of $1\text{mm} \times 1\text{mm}$ squares into the printed design. Cut through the ink layer down to the fabric, but do not slice the fabric open. Apply industry-standard 3M 610 or 3M 810 tape firmly over the grid, smooth it out, and rip it off rapidly at a 90-degree angle.
- The Standard: Demand a 4B to 5B rating. If more than 5% of the ink squares lift off with the tape, reject the sample.
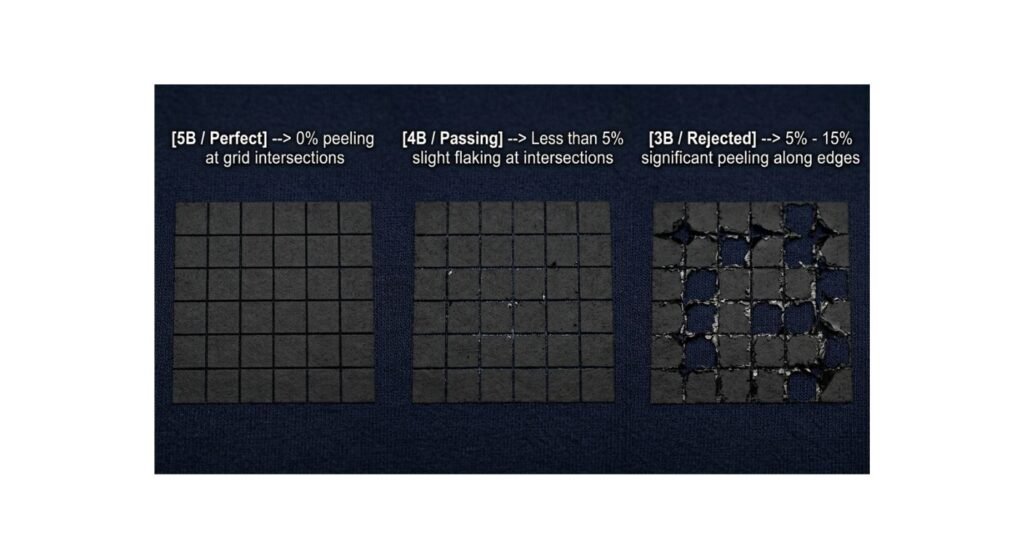
[5B / Perfect] --> 0% peeling at grid intersections.
[4B / Passing] --> Less than 5% slight flaking at intersections.
[3B / Rejected] --> 5% - 15% significant peeling along edges.
Test 2: The Accelerated Laundering/Boil Test
- Execution: Run the sample through 3 to 5 cycles in an industrial washing machine at 60°C. For a rapid on-site factory check, submerge the printed fabric swatch in boiling water (90°C+) for 20 minutes, remove it, and vigorously rub the graphic against itself.
- The Standard: No blistering, edge lifting, or color bleeding onto adjacent unprinted fabrics (Evaluate using the AATCC Gray Scale for Staining, aiming for a Grade 4 or higher).
4. Procurement Matrix: Rubber Paste vs. Water Base vs. Silicone
To help balance your bill of materials (BOM) cost against performance requirements, use this quick reference matrix during the design development phase:
| Feature/Metric | Rubber Paste | Water-Based Ink | Silicone Ink |
| Optimal Fabrics | Cotton, Poly blends, Non-woven | Light-colored 100% Cotton | High-spandex athletic wear |
| Hand-Feel (Texture) | Soft, slight physical film | Zero hand-feel (Invisible) | Premium, rubbery, 3D lift |
| Color Vibrancy | High (Excellent on darks) | Moderate (Muted tones) | Ultra-high (Glossy or Matte) |
| Stretchability | Moderate (Formulation-dependent) | High (Moves with fiber) | Maximum (Extremely elastic) |
| Relative Unit Cost | $ (Highly Economical) | $ (Economical) | $$$ (Premium/Luxury) |
Conclusion: Smart Formulation Beats High Material Cost
The takeaway for procurement managers is clear: rubber paste is not an outdated option; it is a highly evolved, cost-effective workhorse. You do not always need to upgrade to expensive silicone inks to achieve commercial durability on complex, waterproof, or synthetic fabrics.
Success lies entirely in upfront communication and precise ink formulation. By specifying your fabric’s composition (e.g., presence of DWR coatings, spandex percentages) during the RFQ stage, your factory can integrate the correct anti-sublimation bases and cross-linkers right from the first strike-off.
Partner With Textile Printing Experts
Are you preparing a complex apparel run involving waterproof nylon, recycled polyester, or high-stretch athletic blends? Avoid costly delamination claims at retail. Contact our engineering team today to request a complimentary fabric print analysis and custom ink-matching report for your upcoming seasonal collection.